
Description
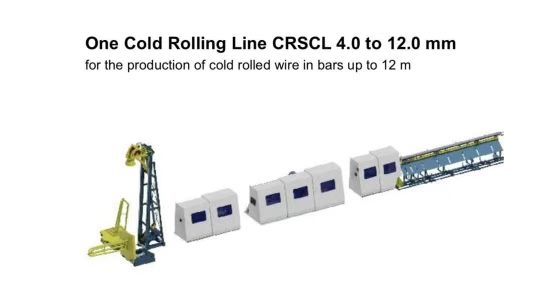
The whole production line is mainly composed of: pay-off stand, rust-reducing machine, main rolling mill, side-speed machine, heat treatment equipment, cutting machine, wire take-up machine, baler, operation cabinet, and the equipment performs their respective functions according to the requirements of the cold rolling production process. , orderly combined into a set of automatic, efficient and stable production system.
300 complete set of rolling mill
Professional rolling CRB600H high-quality national standard,
Power distribution: 200KW-315KW frequency conversion motor
Speed: 250-350m/min
Single machine weight: 11,5 t
Raw material: Φ6.5.-Φ14
Finished product specifications: Φ6.-Φ12.
Annual output: 35,000 tons
Expenses incurred when rolling steel
Power consumption per ton of steel: 85-110 kWh. Average electricity cost is 0.6 yuan
Labor cost: 25 yuan per ton.
Steel oxide skin: 2.5 kg per ton
Machine loss: 2 yuan per ton
Total cost per ton: 108 yuan
"300 cold-rolled ribbed steel bar production line" can roll Φ8~Φ14 raw material (hot-rolled round steel bar) into 6.8.10.12 cold-rolled high-ductility steel bar under normal temperature conditions.
This production line is a vertical feeding method. According to the size of the finished product, the rolling speed is 200m-300m/min.
3. Main equipment composition and maintenance
1. Main rolling mill
●Function
The LLZ300 cold rolling mill is mainly suitable for the rolling work of production lines with diameters of φ8-14. It has the characteristics of high production efficiency and stable performance.
●Structure©
LLZ300 rolling mill is the main equipment of the unit, equipped with YVP200KW-315kw frequency conversion speed regulation motor, the pressing mechanism adopts worm drive mechanism, electric control, easy operation and high degree of automation; the gearbox adopts high-quality alloy gears, which has stable transmission and durability. Durable grinding; the rollers are made of special hard alloy materials, which can roll steel bars of various specifications, easy to adjust, long service life, and reduce the trouble of changing rollers. The reducing head adopts electric control, which can be selected by the user. Electric operation is convenient, saving time and effort.
|
Model |
material diameter (cm) |
Product diameter (cm) |
Line speed m |
Main motor |
Lowering mechanism motor |
Rolling head reducing motor
|
|
LYCC300 |
6-14 |
6.8.10.12 |
200-350 |
315KW |
1.5KW motor inverter motor Y100L-4 |
Y100L-4, 1.5KW motor |
●Installation and debugging
(1) Place the equipment on the prepared basic plane according to the floor plan, correct the level and center line position of the equipment, and fix the equipment as required.
(2) Connect the power supply and equipment electrical appliances, conduct electrical installation inspections, and prepare for the test machine.
(3) Add enough lubricating oil to the equipment as required. The refueling grade of the reducer is industrial gear oil, the refueling grade of the gearbox is vehicle gear oil CL-85W/90, and other parts use ordinary industrial oil and calcium-based grease.
(4) After all the preparatory work is ready, turn on the power supply, start the machine, and observe the operation. After everything is normal, carry out no-load operation, and the running-in time shall not be less than 1 hour. After checking that the temperature rise of each lubricating part does not exceed the standard, and the motor current and temperature rise are normal, the load test can be carried out.
(5) Debug according to the operating procedures, and it can be transferred to normal production after everything is normal.
●Equipment lubrication and maintenance
(1) Before starting each shift, check whether the electrical system is normal, whether the oil level of each fuel tank is in place, whether each oil filling point is filled with oil, whether the feed base material is qualified, and all the requirements can be met before starting production.
(2) According to the specifications of the product, select the corresponding die groove on the flower roller. Adjust the adjusting bolts on both sides of the frame so that the selected die cavity is in the center and aligned up and down. Tighten the adjusting bolt and do not loosen it.
(3) Jog the pressing button of the pressing mechanism motor to make the two flower rollers close together.
(4) Adjust the adjusting screw on the rolling head, the adjusting screw, and the round nuts at both ends of the small shaft, so that the centers of the two pairs of rollers and the center of the feed port are in a straight line, and then tighten the adjusting screw locking nut and the adjusting fixing bolt. , so that the position of the roll is fixed without any misalignment.
(5) Press the motor button of the head box to open the two groove rollers by about 15mm, and at the same time press the motor up button of the pressing mechanism to open the upper and lower rollers by about 15mm. When using the up button, note that it must be observed while jogging, and the rising height must not exceed 30mm. If the electrical appliance fails, press the stop button immediately to prevent the screw from rising beyond the limit, which may cause an accident.
(6) Pass the base material steel bar that has passed through the derusting machine through the center of the groove roller and the flower roller in turn from the feeding port, and pull out about 200mm.
(7) Press the motor button of the head box and the pressing button of the pressing mechanism respectively, so that the two groove rollers and the two flower rollers are pressed against the steel bar.
(8) Start the main motor, and gradually increase the speed from low to high. At the same time, continuously adjust the motor of the rolling head and the pressing mechanism, and measure the size and embossing depth of the finished steel bar until a qualified product is produced. (See the annex for the national standard of cold-rolled double-ribbed steel bars).
(9) When measuring the size of the finished flat steel during commissioning, be sure to stop the measurement and pay attention to production safety.
(10) After the entire production line has been debugged, according to the specifications of the product, set the parameters such as the length and quantity of the product through the touch screen, and then it can be put into normal production. During production, it can be turned on and off at any time as needed. You can turn off the power when you get off work. When starting up, gradually increase the speed from low to high.
(11) Rebars of different specifications can be rolled by changing the rollers.
1) Replace the groove roller:
Remove the fixing bolts on the rolling head part, open the rolling head, withdraw from the stand, and then remove the nut on the roll shaft to replace the new roll.
2) Replace the flower roller:
There are four mold grooves on the flower roller, adjust the adjustment fixing bolts on both sides of the frame, make the selected mold groove in the middle, align with the groove, and then tighten the fixing bolts.
The break-in period of the equipment is one month. In order to ensure the service life of the equipment, the speed should not be too high during the running-in period. After the running-in period, the line speed can reach 3.5m/s when producing steel bars below φ7, and the line speed can reach 3m/s when producing steel bars above φ10.
|
goods |
The picture |
The number of |
note |
|
|
Lie the pay-off machine
|
|
1 |
Side control to do double wiring. Cross the two bundles at the same time |
|
|
Derusting and scouring machine |
|
1 |
The roll is made of chromium 12, with a flexibility of 60 degrees, durable and made of hard alloy. |
|
|
228 primary mill |
|
1 |
Equipped with 132KW frequency conversion motor,132 frequency converter, 228 alloy roller,
|
|
|
Medium frequency heating |
|
1 |
500A medium frequency heat treatment set, with main cabinet, tank furnace cabinet, operating cabinet, water exchanger |
|
|
Flying shear cutting machine |
|
1 |
With 5.5KW servo motor. Servo controller. Fixed length cutting |
|
|
hotHot dual - use, I - wheel wire receiver |
|
|
quipped with 125 petunian motor. Automatic matching. Another wire reel is provided. Alternate. Heat and cold reception. Equipped with a steering wheel. Guide the steel bar from the mill outlet to the winder, winder 2 tons per reel. |
|
|
Intelligent material rack 12 meters |
|
1 |
Equipped with 13 0.55 runway motors Four 1.5kW servo motors.
|
|
|
The power distribution cabinet |
|
1 |
Control complete equipment |
|
|
Model 175 butt welder |
|
1 |
Made in JINING, SHANDONG province |
















